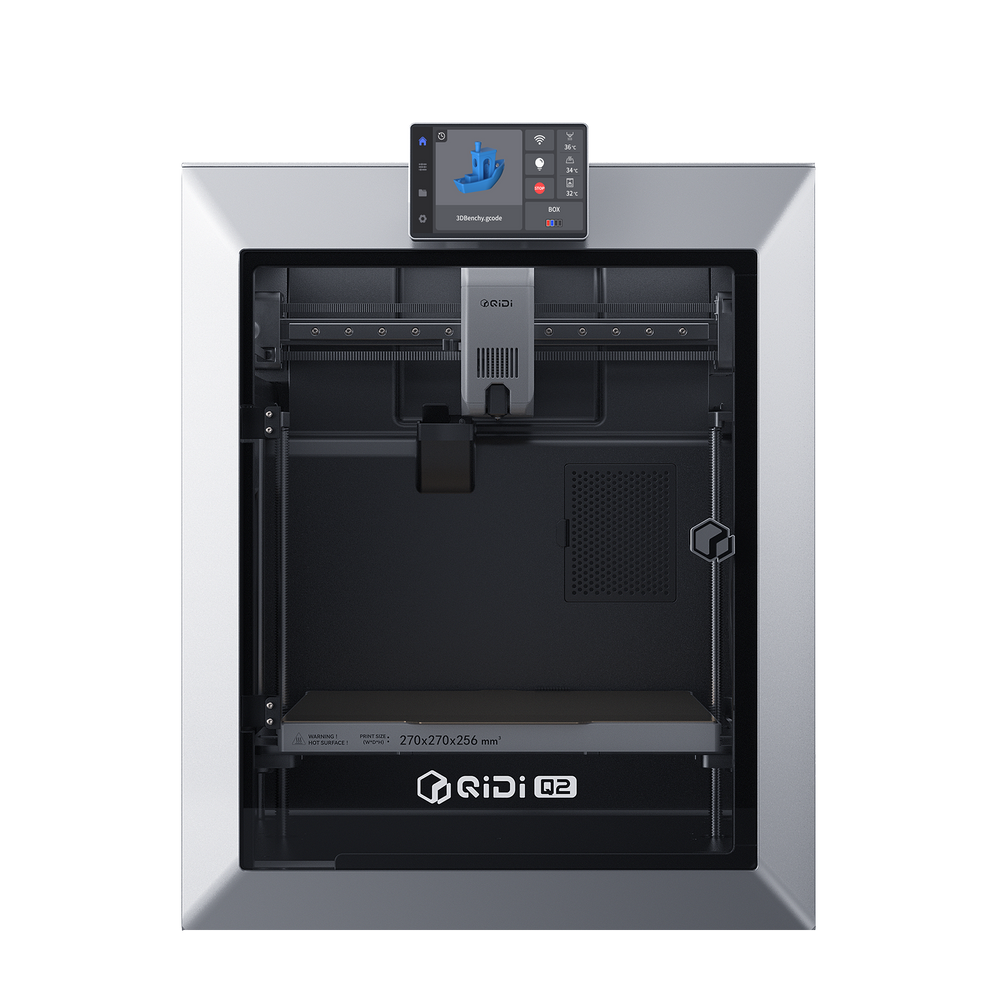
 Drukarka QIDI Q2 3D
Drukarka QIDI Q2 3D
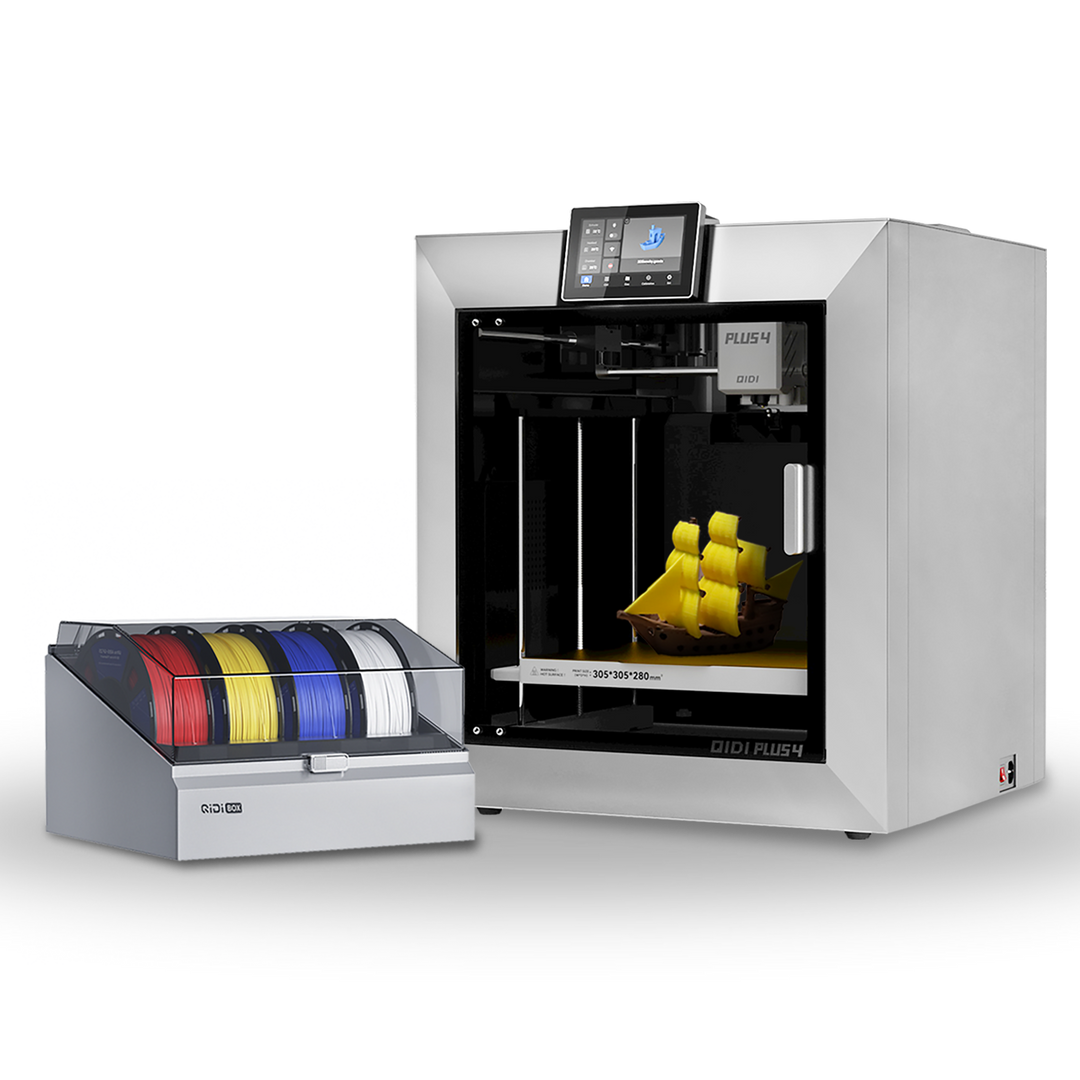
 Drukarka 3D QIDI Plus4
Drukarka 3D QIDI Plus4
 Pudełko Qidi
Pudełko Qidi
![[Qidi X-CF Pro, speziell für den Druck von Kohlefaser und Nylon entwickelt] - [QIDI Online Shop DE]](http://eu.qidi3d.com/cdn/shop/files/3034a1133efe01daba919094b70c6310.jpg?v=1750300120) Drukarka Qidi Tech Q1 Pro 3D
Drukarka Qidi Tech Q1 Pro 3D
![[Qidi X-CF Pro, speziell für den Druck von Kohlefaser und Nylon entwickelt] - [QIDI Online Shop DE]](http://eu.qidi3d.com/cdn/shop/products/X-MAX3-3D-Printer-02.png?v=1750300138) Drukarka 3D Qidi Tech X-Max 3
Drukarka 3D Qidi Tech X-Max 3
 Drukarka 3D Qidi Tech I-Fast
Drukarka 3D Qidi Tech I-Fast











Struktura łańcucha cząsteczkowego PET jest bardzo regularna i ma sztywną strukturę pierścieniową, co sprawia, że PET ma dobre właściwości mechaniczne, niewielkie odkształcenia pod wpływem długotrwałego obciążenia i lepszą odporność na pełzanie niż materiały PA i PC.


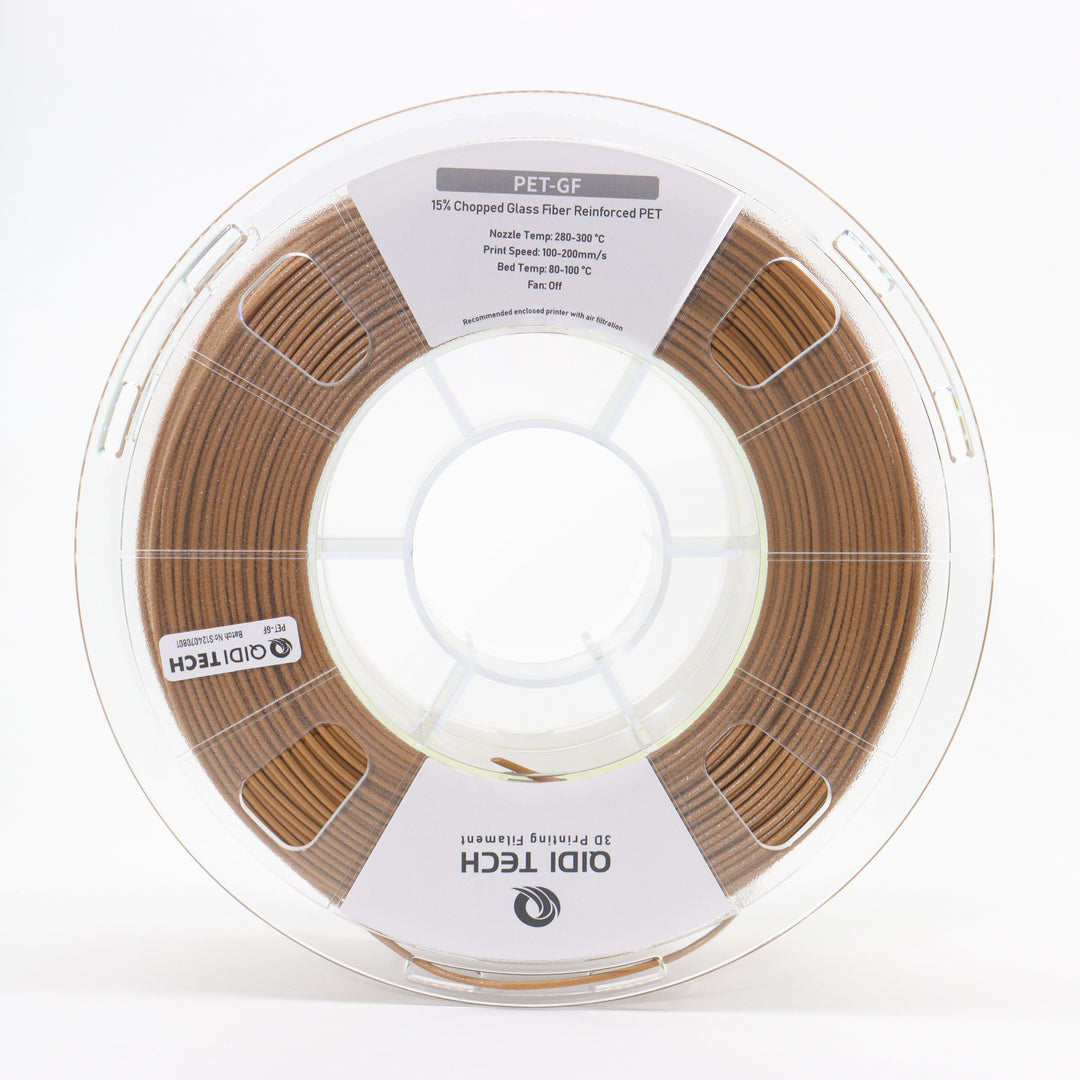
PET-GF dodatkowo zwiększa sztywność, twardość i odporność na zużycie materiału dzięki dodatkowi ciętych włókien szklanych. Jednocześnie włókna szklane mogą zapobiegać odkształcaniu się PET podczas drukowania, dzięki czemu PET-GF wymaga jedynie nagrzewania płyty bazowej do temperatury 70-80°C podczas drukowania i nie wymaga izolacji wnęki, co znacznie ułatwia drukowanie. Elementy drukowane w technologii 3D nadają się do środowisk wymagających wysokiej odporności termicznej i długotrwałego naprężenia, takich jak hotendy drukarek 3D.


| Zalecony | Niezalecane | |
| Płyta konstrukcyjna | Płyta QIDI PEI, płyta HF i płyta gładka | Płyta PC |
| Hotend | Dysza ze stali hartowanej (0,4/0,6/0,8 mm), Dysza bimetaliczna (0,4/0,6/0,8 mm), Dysze z węglika wolframu (0,4/0,6/0,8 mm) | Dysza mosiężna/miedziana (0,2/0,4/0,6/0,8 mm) |
| Klej | Klej w sztyfcie/spray 3D LAC | / |
| Zalecane ustawienia drukowania | |
| Ustawienia suszenia (piec do suszenia strumieniowego) | 100-120 °C, 4-8 godz. |
| Drukowanie i utrzymanie wilgotności pojemnika | < 15% RH (zapieczętowane, z pochłaniaczem wilgoci) |
| Temperatura dyszy | 260 - 320 °C |
| Temperatura podłoża (z klejem) | 80 °C |
| Prędkość drukowania | 30-200 mm/s |
| Właściwości fizyczne | |
| Gęstość | 1,38 g/cm³ |
| Temperatura mięknienia Vicata | 148,8 °C |
| Temperatura ugięcia cieplnego | 86,7 °C |
| Temperatura topnienia | 251 °C |
| Wskaźnik topnienia | 5.3 g/10 min |
| Właściwości mechaniczne | |
| Niewyżarzane/wyżarzane | |
| Wytrzymałość na rozciąganie | 64,65±3,12 MPa/70,86±2,86 MPa |
| Współczynnik wydłużenia przy zerwaniu | 1,14±0,11% |
| Moduł zginania | 3201,0±57,42 MPa/3650,32±65,81 MPa |
| Wytrzymałość na zginanie | 98,62±0,84 MPa/114,87±3,0 MPa |
| Siła uderzenia | 12,68±1,61 kJ/m²/6,56±0,68 kJ/m³ |
Dodatkowe sugestie
1. Chociaż absorpcja wilgoci przez materiał PET jest bardzo niska, jest on bardzo wrażliwy na wilgoć. Drukowanie po wchłonięciu wilgoci spowoduje wyciekanie, wytłaczanie z pęcherzykami powietrza i szorstkość powierzchni, co obniży jakość druku. Zaleca się, aby natychmiast po otwarciu próżniowego worka foliowego QIDI PET-GF umieścić filament w suchym pojemniku (wilgotność poniżej 15%). Niewykorzystany filament należy umieścić z powrotem w oryginalnym worku foliowym z folii aluminiowej w celu szczelnego przechowywania.
2. Po zawilgoceniu materiału, wydruk będzie bardziej wyciekał, pojawią się pęcherzyki powietrza, a powierzchnia druku będzie szorstka. Aby przywrócić jakość druku QIDI PET-GF, należy suszyć filament w piecu w temperaturze 100-120°C przez 4-6 godzin.
3. Należy wybrać stal hartowaną i dysze o wyższej klasie, co pozwoli skutecznie poprawić jakość druku. Ponadto zaleca się, aby grubość bloku grzewczego nie była mniejsza niż 12 mm.
4. Po wydrukowaniu, wydrukowany element można wyżarzać w celu dalszej poprawy wytrzymałości elementu drukowanego z QIDI PET-GF. Warunki wyżarzania: umieścić wydrukowany element w temperaturze 80-100°C na 4-8 godzin i schłodzić do temperatury pokojowej w sposób naturalny.
5. Filament charakteryzuje się wysoką zawartością włókna szklanego ciętego na krótko i jest suszony fabrycznie, co czyni go bardziej kruchym i podatnym na pękanie. Jest to normalne zjawisko.
Oczekuje się, że będzie dostępny w magazynie w lokalne magazyny W 1-2 miesiące.
Jeśli chcesz otrzymać przesyłkę wcześniej, możesz zdecydować się na zakup w Chinach, ale powinieneś także samodzielnie zająć się odprawą celną przesyłek z Chin.



![[Qidi X-CF Pro, speziell für den Druck von Kohlefaser und Nylon entwickelt] - [QIDI Online Shop DE]](http://eu.qidi3d.com/cdn/shop/products/X-MAX3-3D-Printer-02.png?v=1750300138&width=1080)
![[Qidi X-CF Pro, speziell für den Druck von Kohlefaser und Nylon entwickelt] - [QIDI Online Shop DE]](http://eu.qidi3d.com/cdn/shop/files/MAX3-buildvolume.jpg?v=1751348207&width=1000)