Ihr Leitfaden zur Behebung von Unterextrusion auf einem 3D-Drucker
Sie haben stundenlang auf Ihren Druck gewartet, nur um ihn dann von der Bauplatte zu nehmen und enttäuscht festzustellen, dass das Modell instabil ist, Lücken aufweist und eine raue, faserige Oberfläche hat. Das ist eines der häufigsten und frustrierendsten Probleme beim 3D-Druck. Dieses Problem hat einen Namen: Unterextrusion.
Zum Glück lässt sich das Problem fast immer beheben. Unterextrusion kann verschiedene Ursachen haben, aber mit einer logischen, schrittweisen Vorgehensweise lässt sie sich diagnostizieren und lösen. Diese Anleitung führt Sie durch diesen Prozess., Von einfachen Software-Checks bis hin zu wichtigen Hardware-Wartungsarbeiten – wir bringen Ihren 3D-Drucker wieder in Topform.

Was ist Unterextrusion beim 3D-Druck und wie erkennt man sie?
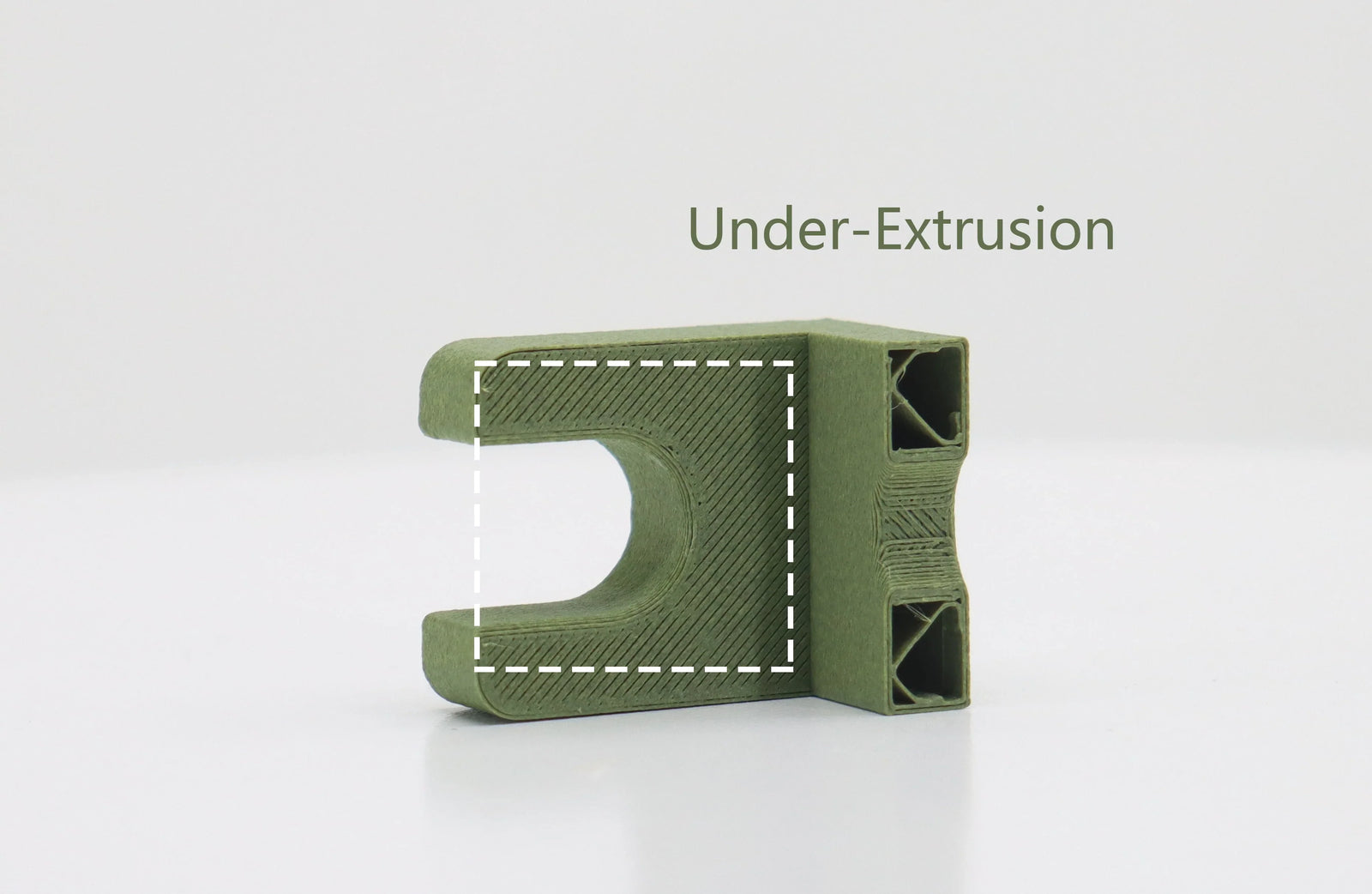
Einfach ausgedrückt: Unterextrusion tritt auf, wenn Ihr 3D-Drucker ist nicht in der Lage, die für den Auftrag erforderliche Menge an Filament auszustoßen.. Der Drucker bewegt sich zwar auf dem richtigen Pfad, trägt aber nicht genügend Material auf, was zu einem unvollständig wirkenden Druck führt. Dies beeinträchtigt das Aussehen des Modells und, was noch wichtiger ist, seine strukturelle Festigkeit.
Hier sind die Klassische Anzeichen für einen 3D-Drucker mit zu geringer Extrusion:
- Lücken zwischen den Schichten.
- Ganze Schichten fehlen vollständig.
- Sehr dünne, fadenförmige oder unvollständige Füllstrukturen.
- Eine raue, narbige oder lochübersäte Oberflächenstruktur.
- Drucke, die sich merklich spröde und schwach anfühlen.
Hier geht es los: Verursachen Ihre Slicer-Einstellungen eine Unterextrusion?
Bevor Sie auch nur ein einziges Werkzeug in die Hand nehmen, überprüfen Sie immer die Einstellungen Ihres Slicers. Das ist der beste Ausgangspunkt, denn die Korrekturen sind schnell und einfach und lösen oft das gesamte Problem. Eine falsche Einstellung in Ihrer Slicing-Software ist eine häufige Ursache für Probleme beim 3D-Druck..
| Schneideeinstellung | Das gemeinsame Problem | Was zu tun ist (Die Lösung) |
| Durchflussrate/Extrusionsmultiplikator | Die Einstellung ist zu niedrig, wodurch der Drucker absichtlich weniger Kunststoff ausgibt als nötig. | Stellen Sie sicher, dass der Wert als Basiswert auf 100 % eingestellt ist. Zur präzisen Kalibrierung drucken Sie einen Hohlwürfel aus und messen dessen Wandstärke mit einem Messschieber. |
| Drucktemperatur | Das Hotend ist zu kalt, wodurch das Filament zu dickflüssig wird, um frei durch die Düse zu fließen. | Prüfen Sie den empfohlenen Temperaturbereich auf Ihrer Filamentspule. Versuchen Sie, die Temperatur in 5-Grad-Schritten zu erhöhen, um zu sehen, ob sich der Materialfluss verbessert. |
| Druckgeschwindigkeit | Der Drucker bewegt sich zu schnell, als dass das Hotend das Filament rechtzeitig richtig schmelzen könnte. | Versuchen Sie entweder, Ihre Gesamtdruckgeschwindigkeit zu reduzieren oder Ihre Drucktemperatur zu erhöhen, um die hohe Geschwindigkeit auszugleichen. |
| Filamentdurchmesser | Der Gemüsehobel ist auf den falschen Durchmesser eingestellt (e.g. , 2,85 mm), während Sie 1,75 mm Filament verwenden. | Überprüfen Sie noch einmal, ob diese Einstellung im Maschinenprofil Ihres Slicers genau dem auf Ihrer Filamentspule angegebenen Durchmesser entspricht (normalerweise 1,75 mm). |
Liegt das Problem an der Hardware Ihres 3D-Druckers?
Wenn Sie überprüft haben, ob Ihre Slicer-Einstellungen korrekt sind und das Problem weiterhin besteht, ist der nächste Schritt: Überprüfen Sie die physische Hardware Ihres 3D-Druckers.. Diese mechanischen Probleme sind sehr häufige Ursachen für mangelhafte Extrusion.

Prüfen Sie, ob die Düse verstopft ist
- Worauf Sie achten sollten: Eine teilweise Verstopfung ist häufiger als eine vollständige.Sie sehen vielleicht 3D-Druckerfilament sich beim Austritt aus der Düse zur Seite krümmen oder beim manuellen Durchschieben des Filaments ein erhöhter Widerstand spürbar ist.
- Lösung: Führen Sie einen „Kaltzug“ durch. Erhitzen Sie die Düse, schieben Sie etwas Filament manuell hindurch, lassen Sie es etwa zur Hälfte abkühlen und ziehen Sie es dann kräftig heraus. Dadurch werden oft auch eventuelle Rückstände entfernt.
Überprüfen Sie die Extruderbaugruppe.
- Worauf Sie achten sollten: Das Zahnrad mit den Zähnen kann sich mit Kunststoffstaub zusetzen und dadurch durchrutschen. Auch der Spannarm kann zu locker oder zu fest eingestellt sein.
- Lösung: Verwenden Sie eine kleine Messingbürste, um eventuelle Verunreinigungen aus den Zähnen des Zahnrads zu entfernen. Stellen Sie die Spannschraube so ein, dass das Zahnrad den Faden fest, aber nicht quetschend umschließt.
Untersuchen Sie den Filamentweg
- Worauf Sie achten sollten: Verwicklungen auf der Spule oder ein Bowdenzug (falls vorhanden), der stark verbogen, geknickt oder innen sichtbar abgenutzt ist.
- Lösung: Stellen Sie sicher, dass sich die Spule frei drehen kann. Wenn Sie eine Bowden-System, Prüfen Sie, ob enge Knicke vorhanden sind, und entfernen Sie diese gegebenenfalls. Erwägen Sie den Austausch des PTFE-Schlauchs, falls dieser abgenutzt aussieht.
Könnte Ihr Filament die versteckte Ursache Ihres 3D-Druckproblems sein?
Wenn Ihre Software und Hardware in Ordnung sind, Das Filament selbst könnte die Ursache des Problems sein.. Minderwertig oder schlecht gespeichertes Filament kann die versteckte Ursache vieler Probleme beim 3D-Druck sein.
Problem: Durchmesserinkonsistenz
- Symptom: Das Extrusionsprofil wirkt ungleichmäßig, einige Bereiche sehen besser aus als andere.
- Lösung: Verwenden Sie einen digitalen Messschieber, um den Filamentdurchmesser an mehreren Stellen entlang seiner Länge zu messen. Weicht der Durchmesser stärker von den Herstellerangaben ab, … Toleranz (e.g. Bei Abweichungen von ±0,03 mm ist das Filament von geringer Qualität und sollte ausgetauscht werden.
Problem: Nasser Glühfaden
- Symptom: Beim Drucken ist ein deutliches Knistern oder Knallen aus der Düse zu hören. Die Druckoberfläche wirkt rau und weist eine schlechte Schichthaftung auf.
- Lösung: Verwenden Sie einen speziellen Filamenttrockner, um die Restfeuchtigkeit aus der Spule gemäß den Herstellerangaben zu entfernen. Die Aufbewahrung des Filaments in einem luftdichten Behälter mit Trockenmittel kann dieses Problem verhindern.
Sicher drucken: Eine abschließende Zusammenfassung zum Thema Unterextrusion
Die Behebung von Unterextrusion kann zunächst schwierig erscheinen, ist aber mit einem systematischen Vorgehen durchaus machbar. Indem Sie zuerst die einfachsten Dinge überprüfen (Slicer-Einstellungen) und sich dann den physischen Komponenten (Hardware und Filament) zuwenden, können Sie die Ursache Ihrer 3D-Druckprobleme effizient diagnostizieren und beheben.
Denken Sie an Ihr 3D-Drucker für Endverbraucher Wie jedes andere Präzisionswerkzeug benötigt es gelegentliche Wartung und Kalibrierung, um seine beste Leistung zu erbringen. Das Erlernen der Fehlerbehebung bei Problemen wie Unterextrusion ist ein zentraler Bestandteil des 3D-Druckprozesses.. Sobald Sie es beherrschen, werden Sie jedes Mal mit gleichbleibend starken und schönen Ausdrucken belohnt.
Häufig gestellte Fragen zur Unterextrusion
Frage 1: Warum führt schnelles oder starkes Zurückziehen zu Unterextrusion?
Zu schnelles oder zu starkes Zurückziehen zieht das geschmolzene Plastik zurück in den kälteren Bereich des Hotends. Beim erneuten Druckvorgang entsteht eine Verzögerung, bis das Plastik wieder an der Düsenspitze ankommt. Dadurch bilden sich kleine Lücken und Klumpen, die beide zu Unterextrusion führen, wenn der Drucker eine Fahrbewegung ausführt.
Q2 Könnte die Verwendung der falschen Düsengröße in meinem Schneidegerät die Ursache sein?
Ja. Angenommen, Sie fügen eine 0 ein.Bei einer 6-mm-Düse geht Ihr Slicer von einer 0,4-mm-Düse aus. Die Software berechnet den Materialfluss für die reduzierte Größe. Ihr Drucker extrudiert dann deutlich weniger Material, als mit einer größeren Düse möglich wäre. Das führt zu extrem brüchigen Drucken und einem geringen Materialauftrag.
Frage 3: Was ist „Wärmekriechen“ und wie führt es zu Unterextrusion?
Wärmekriechen tritt auf, wenn das Hotend nicht ausreichend gekühlt ist und die Wärme von der Düse nach oben abgeleitet wird. Das Filament wird im falschen Moment zu biegsam, dehnt sich aus und verklemmt sich im Heatbreak. Die dadurch entstehende Reibung verstärkt sich, bis es zu einer Verstopfung kommt, die immer mehr Unterextrusion verursacht, bis das Filament schließlich gar nicht mehr gefördert wird.
Frage 4: Warum beginnt mein Druckvorgang gut, verliert dann aber nach der Hälfte Material?
Normalerweise deutet das auf ein Problem hin, das sich mit der Zeit verschlimmert.. Achten Sie auf Verwicklungen auf der Filamentspule, die sich zunehmend verhaken. Es könnte sich auch um Hitzekriechen nach einer Stunde Druckzeit handeln oder darum, dass sich das Extruderzahnrad allmählich mit Kunststoffstaub zusetzt und dadurch den Halt am Filament verliert.
Frage 5: Warum führt der PTFE-Schlauch bei Bowden-Druckern zu Unterextrusion?
Der Faden bewegt sich im PTFE-Schlauch hin und her und erzeugt so mit der Zeit eine Rille im Schlauch, insbesondere um die Anschlüsse herum. Dies erzeugt Reibung, die ein reibungsloses Gleiten des Filaments verhindert.. Der Extrudermotor ist zu schwach, um das Filament problemlos vorzuschieben, was zu einer ständigen Unterextrusion führt.
- Was ist Unterextrusion beim 3D-Druck und wie erkennt man sie?
- Hier geht es los: Verursachen Ihre Slicer-Einstellungen eine Unterextrusion?
- Liegt das Problem an der Hardware Ihres 3D-Druckers?
- Prüfen Sie, ob die Düse verstopft ist
- Überprüfen Sie die Extruderbaugruppe.
- Untersuchen Sie den Filamentweg
- Könnte Ihr Filament die versteckte Ursache Ihres 3D-Druckproblems sein?
- Problem: Durchmesserinkonsistenz
- Problem: Nasser Glühfaden
- Sicher drucken: Eine abschließende Zusammenfassung zum Thema Unterextrusion
- Häufig gestellte Fragen zur Unterextrusion
- Frage 1: Warum führt schnelles oder starkes Zurückziehen zu Unterextrusion?
- Q2Könnte die Verwendung der falschen Düsengröße in meinem Schneidegerät die Ursache sein?
- Frage 3: Was ist „Wärmekriechen“ und wie führt es zu Unterextrusion?
- Frage 4: Warum beginnt mein Druckvorgang gut, verliert dann aber nach der Hälfte Material?
- Frage 5: Warum führt der PTFE-Schlauch bei Bowden-Druckern zu Unterextrusion?
Empfohlene Produkte